
產(chǎn)品目錄
蒸汽流量計(jì)
渦街流量計(jì)
孔板流量計(jì)
壓縮空氣流量計(jì)
氣體流量計(jì)
熱式氣體質(zhì)量流量計(jì)
旋進(jìn)旋渦流量計(jì)
金屬管浮子流量計(jì)
靶式流量計(jì)
電磁流量計(jì)
渦輪流量計(jì)
橢圓齒輪流量計(jì)
水流量計(jì)
液體流量計(jì)
超聲波流量計(jì)
磁翻板液位計(jì)
浮子液位計(jì)
浮球液位計(jì)
玻璃管液位計(jì)
雷達(dá)液位計(jì)
超聲波液位計(jì)
投入式液位計(jì)
壓力變送器
差壓變送器
液位變送器
溫度變送器
熱電偶
熱電阻
雙金屬溫度計(jì)
相關(guān)產(chǎn)品
聯(lián)系我們

聯(lián)系電話:15195518515
服務(wù)熱線:0517-86801009
公司傳真:0517-86801007
公司郵箱:1464856260@qq.com
公司地址:江蘇省金湖縣理士大道61號(hào)
關(guān)于一體化孔板流量計(jì)在機(jī)車鑄造技術(shù)中的改進(jìn)措施及對(duì)策
摘要:針對(duì)日益發(fā)展的機(jī)車鑄造技術(shù)和成本控制,本文結(jié)合公司技改后采用 LF 爐精煉鋼包+熱裝一體化孔板流量計(jì)工藝,澆注前所產(chǎn)生的引流鋼過(guò)多,造成的鋼水利用率較低的頑固性難題,通過(guò)全過(guò)程因素分析,制定了工藝裝備、工藝參數(shù),操作手段的改進(jìn)以及建立電爐與澆注工序考聯(lián)動(dòng)核競(jìng)爭(zhēng)制度等方面入手,著手改進(jìn),取得了顯著成效。
引言 我公司自 2009 年技改后,電爐采用偏心爐+LF 爐雙聯(lián)冶煉工藝,澆注采用冷調(diào)、一體化孔板流量計(jì)工藝,在生產(chǎn)過(guò)程中前期經(jīng)常發(fā)生一體化孔板流量計(jì)關(guān)不住---大漏鋼事故,關(guān)不嚴(yán)---喇叭口澆注情況,對(duì)鑄件澆注質(zhì)量以及成本構(gòu)成嚴(yán)重影響,由于我公司是鐵路內(nèi)*一家采用上述工藝,存在裝備、技術(shù)狀態(tài)不明確的情況,作業(yè)方式變化所導(dǎo)致技能暫時(shí)缺失的困境。通過(guò)全面調(diào)查影響因數(shù),找出問(wèn)題點(diǎn),采取改進(jìn)措施,解決長(zhǎng)期的技術(shù)難題。
1 現(xiàn)狀調(diào)查
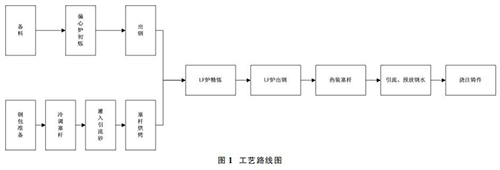
1.1 偏心爐+LF 爐雙聯(lián)冶煉工藝,鋼包冷調(diào)、熱裝一體化孔板流量計(jì)工藝路線圖簡(jiǎn)介如圖 1。
1.2 引流鋼統(tǒng)計(jì)如表 1 所示

1.3 影響要素分析
1.3.1 我們參照人、機(jī)、料、法、環(huán)、測(cè)量六要素進(jìn)行了問(wèn)題摸排,繪制了問(wèn)題魚(yú)刺圖 2。
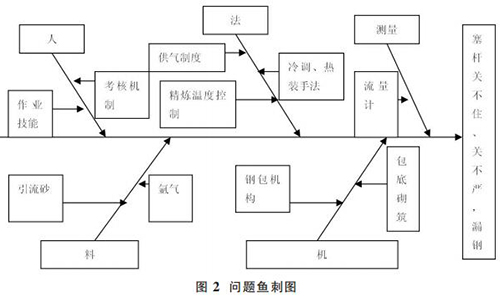
1.3.2 通過(guò)末端因素法確定了以下主要因素:
①熱裝后鋼包一體化孔板流量計(jì)頭部與水口磚間隙不足,失去下降動(dòng)能,不利于引流后塞頭完全滑入水口窩內(nèi),導(dǎo)致關(guān)閉失靈。
②LF 精煉過(guò)程導(dǎo)致鋼包上下層鋼水溫度不均勻,尤其是底部偏低---20 噸鋼包內(nèi)部高度 1.8m,靠鋼液上方三根電*加熱,底部通過(guò)透氣磚聯(lián)接氬氣進(jìn)行全程吹氬精煉。而氬氣是低溫的(液態(tài)轉(zhuǎn)化為氣態(tài)),所以造成上熱下冷的情況,同樣因偏心爐出鋼加入 400kg 的合金也會(huì)造成鋼水劇烈降溫,尤其是底部區(qū)域,而底部鋼水溫度過(guò)低,導(dǎo)致鋼水發(fā)粘,影響塞頭閉合,更嚴(yán)重會(huì)導(dǎo)致塞頭“凍住”打不開(kāi)。
③引流沙加入量的影響:我們選用的是鉻質(zhì)引流砂--其主要成分為鉻鐵礦砂,在鑄造中常用作鑄件型腔內(nèi)部需快速冷卻部位用料。所以當(dāng)加入量過(guò)多會(huì)導(dǎo)致鋼包水口處鋼水凍結(jié),如需沖開(kāi),需較多的鋼水方行,所以導(dǎo)致引流鋼水量大。
④新砌筑鋼包由于注水口磚高度 290mm,而包底其他部位厚度 350mm,如氬氣口處,造成注水口窩處凹陷過(guò)深,此處鋼水氬氣攪拌不到,也會(huì)造成該處鋼水溫度過(guò)低的情況。
⑤由于存在精煉鋼水溫度不均勻的情況對(duì)引流產(chǎn)生巨大影響。
2 改進(jìn)措施及對(duì)策
2.1 鋼包機(jī)構(gòu)改進(jìn)
通過(guò)將鋼包主軸底部加焊 30mm 墊塊將機(jī)構(gòu)主軸上升定位銷孔進(jìn)行了抬高處理,同時(shí)明確了安裝注水口磚尾部時(shí)與鋼包底部相對(duì)位置要求(凸出底部 2cm 以上)。解決了熱裝后鋼包一體化孔板流量計(jì)頭部與水口磚間隙不足的問(wèn)題。
2.2 鋼水溫度均勻性
通過(guò)增加精煉鋼水進(jìn)站測(cè)溫,記錄的工藝要求結(jié)合鋼包烘烤情況判斷偏心爐出鋼溫度是否到達(dá)技術(shù)要求,避免了精煉初期鋼水溫度過(guò)低的影響。增添了流量計(jì),通過(guò)將精煉吹氬供氣,分三個(gè)階段制定了氬氣流量工藝參數(shù),充分利用氬氣攪拌作用使鋼水上下層趨于均勻一致。通過(guò)改進(jìn)了鋼包底部砌筑工藝,解決了水口座磚處相較其他部位過(guò)深所導(dǎo)致的局部鋼水溫度過(guò)低的問(wèn)題。從而大大改善了鋼包內(nèi)鋼水溫度均勻性。
2.3 氬氣供應(yīng)改進(jìn)
用杜瓦罐替代了瓶裝氬氣,對(duì)氬氣供應(yīng)方式進(jìn)行了改進(jìn),確保供氣長(zhǎng)期穩(wěn)定一致。
2.4 規(guī)范引流砂用量
明確了引流砂加入要求,在注水口窩處堆高20mm 即可,使用量降至原先的 1/3。
2.5 改進(jìn)作業(yè)規(guī)范、制定應(yīng)急預(yù)案
通過(guò)改進(jìn)一體化孔板流量計(jì)冷調(diào)作業(yè)規(guī)范和過(guò)跨要求以及熱裝時(shí)的作業(yè)次序和制定特殊情況下的應(yīng)急預(yù)案,使得一體化孔板流量計(jì)跑偏關(guān)不嚴(yán)的情況得以解決。
2.6 建立考核機(jī)制
通過(guò)將搭班電爐班與澆注班變?yōu)橐粋€(gè)考核單元,對(duì) 3 個(gè)考核單元(我 3 個(gè)電爐+3 個(gè)澆注班)建立*獎(jiǎng)末罰的聯(lián)動(dòng)競(jìng)爭(zhēng)機(jī)制,解決了職責(zé)不分,獎(jiǎng)罰不明的情況,提高了員工積*性。
3 改進(jìn)后效果
3.1 引流鋼水量大幅下降,降幅達(dá) 80%
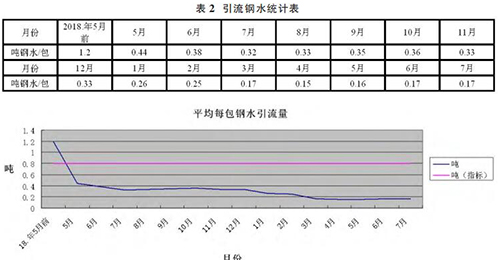
經(jīng)過(guò)改進(jìn)后,平均每包鋼水引流量由原先的 1.2 噸降到目前的 0.25 噸,由此節(jié)約電耗:(1.2 噸-0.25 噸)/爐*700kWh/噸 *0.6 元/噸 *2000 爐/年=79.8 萬(wàn)元。鋼水利用率由 71.5%提升到 75%。同時(shí)日生產(chǎn)任務(wù)兌現(xiàn)率,由原先的 95%提高到目前的 99%。如表 2、圖 3 所示。
3.2 漏包澆注廢品大幅下降
改進(jìn)后每月減少了因漏包澆注所導(dǎo)致的澆不足等搖枕側(cè)架廢品數(shù)量由原先月 25 只降到目前的 4 只,由此年減少?gòu)U品損失 25 萬(wàn)元。車間廢品率由原先的 1%下降到目前的 0.5%。具體情況如圖 4 所示。
3.3 漏包澆注導(dǎo)致的砂箱披縫大幅減少
經(jīng)過(guò)改進(jìn)后,大幅減少了漏包澆注所導(dǎo)致的砂箱披縫產(chǎn)生,砂箱清理風(fēng)割人員由原先的 5 人降為 1 人,年節(jié)約人工成本 20 萬(wàn)元。
4 結(jié)論
①通過(guò)對(duì)鋼包機(jī)構(gòu)的改進(jìn),以及鋼包冷調(diào)、一體化孔板流量計(jì)工藝操作手法的改進(jìn)確保了一體化孔板流量計(jì)與水口磚相互配合的嚴(yán)密的要求。
②通過(guò)對(duì)電爐精煉工藝參數(shù)的優(yōu)化等措施確保了整包鋼水溫度的均勻性。
③通過(guò)對(duì)鋼包底部砌筑工藝的改進(jìn),避免了水口磚處凹陷深所造成的局部鋼水溫度過(guò)低的危害。
④通過(guò)建立聯(lián)動(dòng)考核機(jī)制使得員工作業(yè)質(zhì)量得到明顯提升。綜上所述,通過(guò)有針對(duì)性的改進(jìn)后,引流鋼水量大幅下降 80%,鋼水利用率上升 3%。
引言 我公司自 2009 年技改后,電爐采用偏心爐+LF 爐雙聯(lián)冶煉工藝,澆注采用冷調(diào)、一體化孔板流量計(jì)工藝,在生產(chǎn)過(guò)程中前期經(jīng)常發(fā)生一體化孔板流量計(jì)關(guān)不住---大漏鋼事故,關(guān)不嚴(yán)---喇叭口澆注情況,對(duì)鑄件澆注質(zhì)量以及成本構(gòu)成嚴(yán)重影響,由于我公司是鐵路內(nèi)*一家采用上述工藝,存在裝備、技術(shù)狀態(tài)不明確的情況,作業(yè)方式變化所導(dǎo)致技能暫時(shí)缺失的困境。通過(guò)全面調(diào)查影響因數(shù),找出問(wèn)題點(diǎn),采取改進(jìn)措施,解決長(zhǎng)期的技術(shù)難題。
1 現(xiàn)狀調(diào)查
1.1 偏心爐+LF 爐雙聯(lián)冶煉工藝,鋼包冷調(diào)、熱裝一體化孔板流量計(jì)工藝路線圖簡(jiǎn)介如圖 1。
1.2 引流鋼統(tǒng)計(jì)如表 1 所示
1.3 影響要素分析
1.3.1 我們參照人、機(jī)、料、法、環(huán)、測(cè)量六要素進(jìn)行了問(wèn)題摸排,繪制了問(wèn)題魚(yú)刺圖 2。
1.3.2 通過(guò)末端因素法確定了以下主要因素:
①熱裝后鋼包一體化孔板流量計(jì)頭部與水口磚間隙不足,失去下降動(dòng)能,不利于引流后塞頭完全滑入水口窩內(nèi),導(dǎo)致關(guān)閉失靈。
②LF 精煉過(guò)程導(dǎo)致鋼包上下層鋼水溫度不均勻,尤其是底部偏低---20 噸鋼包內(nèi)部高度 1.8m,靠鋼液上方三根電*加熱,底部通過(guò)透氣磚聯(lián)接氬氣進(jìn)行全程吹氬精煉。而氬氣是低溫的(液態(tài)轉(zhuǎn)化為氣態(tài)),所以造成上熱下冷的情況,同樣因偏心爐出鋼加入 400kg 的合金也會(huì)造成鋼水劇烈降溫,尤其是底部區(qū)域,而底部鋼水溫度過(guò)低,導(dǎo)致鋼水發(fā)粘,影響塞頭閉合,更嚴(yán)重會(huì)導(dǎo)致塞頭“凍住”打不開(kāi)。
③引流沙加入量的影響:我們選用的是鉻質(zhì)引流砂--其主要成分為鉻鐵礦砂,在鑄造中常用作鑄件型腔內(nèi)部需快速冷卻部位用料。所以當(dāng)加入量過(guò)多會(huì)導(dǎo)致鋼包水口處鋼水凍結(jié),如需沖開(kāi),需較多的鋼水方行,所以導(dǎo)致引流鋼水量大。
④新砌筑鋼包由于注水口磚高度 290mm,而包底其他部位厚度 350mm,如氬氣口處,造成注水口窩處凹陷過(guò)深,此處鋼水氬氣攪拌不到,也會(huì)造成該處鋼水溫度過(guò)低的情況。
⑤由于存在精煉鋼水溫度不均勻的情況對(duì)引流產(chǎn)生巨大影響。
2 改進(jìn)措施及對(duì)策
2.1 鋼包機(jī)構(gòu)改進(jìn)
通過(guò)將鋼包主軸底部加焊 30mm 墊塊將機(jī)構(gòu)主軸上升定位銷孔進(jìn)行了抬高處理,同時(shí)明確了安裝注水口磚尾部時(shí)與鋼包底部相對(duì)位置要求(凸出底部 2cm 以上)。解決了熱裝后鋼包一體化孔板流量計(jì)頭部與水口磚間隙不足的問(wèn)題。
2.2 鋼水溫度均勻性
通過(guò)增加精煉鋼水進(jìn)站測(cè)溫,記錄的工藝要求結(jié)合鋼包烘烤情況判斷偏心爐出鋼溫度是否到達(dá)技術(shù)要求,避免了精煉初期鋼水溫度過(guò)低的影響。增添了流量計(jì),通過(guò)將精煉吹氬供氣,分三個(gè)階段制定了氬氣流量工藝參數(shù),充分利用氬氣攪拌作用使鋼水上下層趨于均勻一致。通過(guò)改進(jìn)了鋼包底部砌筑工藝,解決了水口座磚處相較其他部位過(guò)深所導(dǎo)致的局部鋼水溫度過(guò)低的問(wèn)題。從而大大改善了鋼包內(nèi)鋼水溫度均勻性。
2.3 氬氣供應(yīng)改進(jìn)
用杜瓦罐替代了瓶裝氬氣,對(duì)氬氣供應(yīng)方式進(jìn)行了改進(jìn),確保供氣長(zhǎng)期穩(wěn)定一致。
2.4 規(guī)范引流砂用量
明確了引流砂加入要求,在注水口窩處堆高20mm 即可,使用量降至原先的 1/3。
2.5 改進(jìn)作業(yè)規(guī)范、制定應(yīng)急預(yù)案
通過(guò)改進(jìn)一體化孔板流量計(jì)冷調(diào)作業(yè)規(guī)范和過(guò)跨要求以及熱裝時(shí)的作業(yè)次序和制定特殊情況下的應(yīng)急預(yù)案,使得一體化孔板流量計(jì)跑偏關(guān)不嚴(yán)的情況得以解決。
2.6 建立考核機(jī)制
通過(guò)將搭班電爐班與澆注班變?yōu)橐粋€(gè)考核單元,對(duì) 3 個(gè)考核單元(我 3 個(gè)電爐+3 個(gè)澆注班)建立*獎(jiǎng)末罰的聯(lián)動(dòng)競(jìng)爭(zhēng)機(jī)制,解決了職責(zé)不分,獎(jiǎng)罰不明的情況,提高了員工積*性。
3 改進(jìn)后效果
3.1 引流鋼水量大幅下降,降幅達(dá) 80%
經(jīng)過(guò)改進(jìn)后,平均每包鋼水引流量由原先的 1.2 噸降到目前的 0.25 噸,由此節(jié)約電耗:(1.2 噸-0.25 噸)/爐*700kWh/噸 *0.6 元/噸 *2000 爐/年=79.8 萬(wàn)元。鋼水利用率由 71.5%提升到 75%。同時(shí)日生產(chǎn)任務(wù)兌現(xiàn)率,由原先的 95%提高到目前的 99%。如表 2、圖 3 所示。
3.2 漏包澆注廢品大幅下降
改進(jìn)后每月減少了因漏包澆注所導(dǎo)致的澆不足等搖枕側(cè)架廢品數(shù)量由原先月 25 只降到目前的 4 只,由此年減少?gòu)U品損失 25 萬(wàn)元。車間廢品率由原先的 1%下降到目前的 0.5%。具體情況如圖 4 所示。
3.3 漏包澆注導(dǎo)致的砂箱披縫大幅減少
經(jīng)過(guò)改進(jìn)后,大幅減少了漏包澆注所導(dǎo)致的砂箱披縫產(chǎn)生,砂箱清理風(fēng)割人員由原先的 5 人降為 1 人,年節(jié)約人工成本 20 萬(wàn)元。
4 結(jié)論
①通過(guò)對(duì)鋼包機(jī)構(gòu)的改進(jìn),以及鋼包冷調(diào)、一體化孔板流量計(jì)工藝操作手法的改進(jìn)確保了一體化孔板流量計(jì)與水口磚相互配合的嚴(yán)密的要求。
②通過(guò)對(duì)電爐精煉工藝參數(shù)的優(yōu)化等措施確保了整包鋼水溫度的均勻性。
③通過(guò)對(duì)鋼包底部砌筑工藝的改進(jìn),避免了水口磚處凹陷深所造成的局部鋼水溫度過(guò)低的危害。
④通過(guò)建立聯(lián)動(dòng)考核機(jī)制使得員工作業(yè)質(zhì)量得到明顯提升。綜上所述,通過(guò)有針對(duì)性的改進(jìn)后,引流鋼水量大幅下降 80%,鋼水利用率上升 3%。
相關(guān)資訊
- 一體化孔板流量計(jì)的優(yōu)缺點(diǎn)
- 一體化孔板流量計(jì)用途
- 一體化孔板流量計(jì)的安裝與維護(hù)
- 關(guān)于一體化孔板流量計(jì)的產(chǎn)生誤差原因及日常維護(hù)要點(diǎn)
- 一體化孔板流量計(jì)工作原理
- 一體化孔板流量計(jì)常見(jiàn)故障處理
- 一體化孔板流量計(jì)的技術(shù)特點(diǎn)
- 一體化孔板流量計(jì)的結(jié)構(gòu)
- 一體化孔板流量計(jì)安裝要求
- 關(guān)于一體化孔板流量計(jì)在機(jī)車鑄造技術(shù)中的改進(jìn)措施及對(duì)策
- 一體化孔板流量計(jì)在凝結(jié)水補(bǔ)水測(cè)量中的應(yīng)用與應(yīng)注意的問(wèn)題